Towering Trees to Preserved Poles, Texas Electric Cooperative’s Wood Preserving Division Maintains Environmental Integrity With Abanaki
 Early in the 1940s, the electric cooperative in Texas formed Texas Electric Cooperative, Inc., an association that was to supply certain activities that were common to their collective goal of providing the lowest cost electricity to rural areas of Texas. The Association and its divisions, as well as the cooperatives themselves, are owned by the people who receive their power from their individual cooperatives and all operate as a non-profit organization.
Early in the 1940s, the electric cooperative in Texas formed Texas Electric Cooperative, Inc., an association that was to supply certain activities that were common to their collective goal of providing the lowest cost electricity to rural areas of Texas. The Association and its divisions, as well as the cooperatives themselves, are owned by the people who receive their power from their individual cooperatives and all operate as a non-profit organization.
Quality by Design
One of their interests was the ability to supply preserved utility poles for the construction of new lines to these rural customers. To that end, they purchased a wood preserving plant in Lufkin, Texas. This facility was closed in 1964, and a new, more modern facility was built at its present site in Jasper, Texas. Randy Dorman, Technical Services Manager for the Jasper facility explained, “Our goal at this facility is to supply the member owners with the highest quality pole on the market while maintaining the lowest cost and maintaining the smallest environmental fingerprint that we can make. That is the Association’s goal for today and the future.”
Quality poles are selected by TEC’s professional foresters in the woods. The poles are cut and trucked to the facility where they are debarked, cut to length, framed and preserved. The poles pass through a rigorous inspection process by both plant personnel and third party inspection agents. Once the poles are approved by all the inspectors, they are loaded onto trucks and shipped throughout Texas to the respective electric cooperatives.
A Compromising Challenge
Prior to 1985, TEC used surface impoundments to treat their wastewater from the plant. However, due to enactment of regulations by EPA, TEC had to abandon the use of these impoundment and start a State approved closure. The impoundments were closed in the early 1990s, and monitoring of various wells on the site indicated that the integrity of one of the earliest constructed impoundments had been compromised. During the monitoring phase, it was discovered that DNAPL had appeared at one of the monitoring wells. DNAPL is dense non-aqueous phase liquids; in other words, the liquid coming to the well has a higher specific gravity than water and remains at the bottom of the well. “TEC knew early on the material problems due to the type of product being recovered and lift problems due to the depth of the DNAPL. The company worked with us diligently to resolve the problems in short order,” Dorman said.
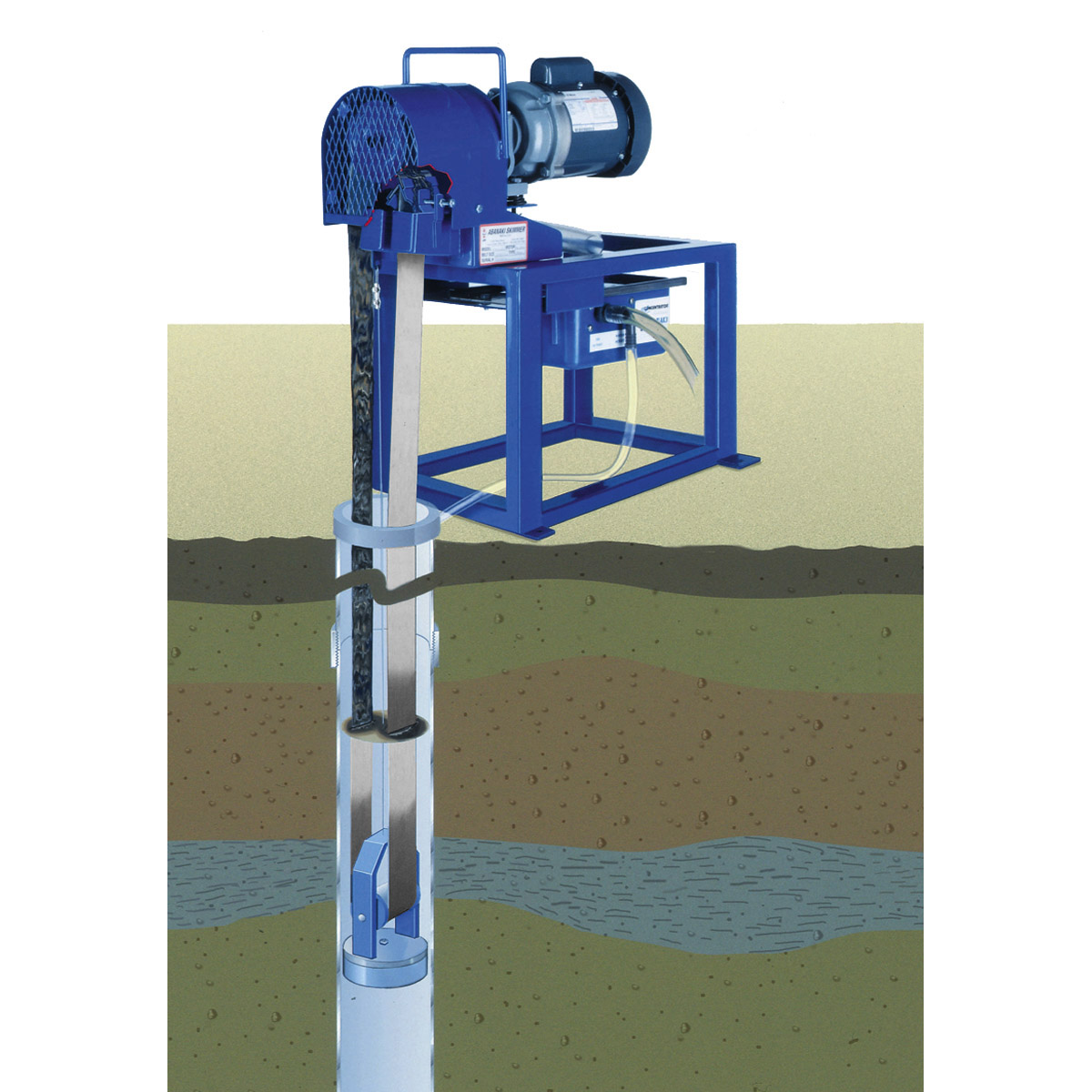
Dorman chose the PetroXtractor well skimmer, a popular choice for wastewater recycling in well applications. As a belt oil skimmer, the PetroXtractor was designed to attract floating oil in the well. The Abanaki device also offers unique features that greatly enhance its oil removal capacity and overall efficiencies. The PetroXtractor’s bearing-less tail pulley design, for example, uses its tethered frame to perform three important functions while immersed in the well water: it keeps proper tension on the belt, prevents accidental loss down the well, and keeps the belt centered in the casing.
Abanaki worked with Dorman to understand fully the application, and subsequently reconfigure the unit. Abanaki even made modifications to the PetroXtractor to ensure it would work optimally for TEC. First, its polymer belt was switched to a backed belt that wouldn’t stretch due to the oil’s chemical properties. Next, weight was removed from the tail pulley and stainless steel rods were added to keep the pulley close to the bottom of the well. A more powerful motor was installed once it was determined that the faster speed would not emulsify the oil. The pulley material itself was eventually changed in order to resolve chemical compatibility problems incurred over time.
The Abanaki PetroXtractor well skimmer has been in continuous operation at the treatment plant site since August 2000. The Treatment Division, which maintains stringent environmental standards throughout every phase of its operation, has been pleased with the PetroXractor’s performance. According to Dorman, “We have found that the equipment is almost maintenance free and has the capability to operate in the automatic mode.”
Abanaki may play a role in the Division’s future quality assurance plans.
“Currently we only have one system operating at this facility, since that was all that was required. However, we are considering the installation of five to seven of these units at a site that we had previously owned. The site is about 60 miles from our main facility, and we would only dedicate about six man-hours per week to it, mainly to monitor levels of product recovered. The easy installation and maintenance of the Abanaki skimmers will be especially important for such a remote site,” Dorman concluded.
Copyright Abanaki Corporation.